-
Conveyor Equipment
- Belt Conveyors >
- Powered Roller Conveyors >
- Gravity Roller Conveyors
- Conveyor Accessories >
- Stainless Steel and Food Grade Conveyor Systems >
- Extendable / Accordion Conveyors
- Vertical Conveyors
- Bulk Handling Conveyors
- Transfer and Merge Conveyors
- Overhead Conveyor and Monorail Conveyor Systems
- Custom Equipment
- Sortation Systems
- Ergonomic Equipment
- Mezzanines & Lifts
-
Packaging & Warehouse
- Pallet Flow Racking and Case Flow Racking Systems
- Gorbel Cranes and Monorails
- Guard Rail and Collision Awareness
- Safety Fencing & Machine Guards
- Palletizers
- Case Former / Case Erector
- Case Sealers >
- Conveyor Guarding
- Metal Detection Equipment
- Automatic Strappers
- Pallet Stackers / Pallet Dispensers
- Stretch Wrapping Equipment
- Modular Office
- Robotic Handling
- Industries Served
- About Us


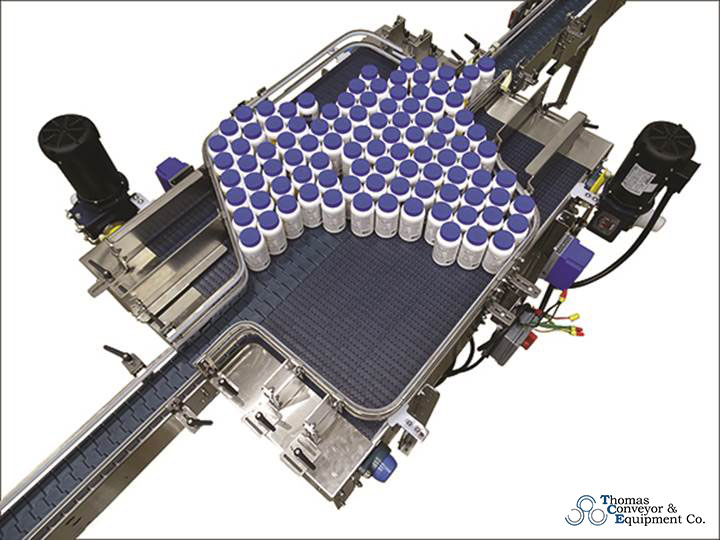
The pharmaceutical industry demands exceptional standards, including NSF certification, stainless steel construction, and washdown-ready equipment for easy sanitization. With small load sorting and varying speeds requiring utmost accuracy, as well as clean room and specialty automation integration for medical applications, the challenges are unique. At Thomas Conveyor & Equipment Company, we understand these stringent requirements and specialize in configuring systems solutions specifically designed for the pharmaceutical manufacturing environment.
Contact our experts today to learn more about our pharmaceutical conveyor belts.
Conveyor Equipment
- Stainless Steel Low Profile Belt Conveyor
- MatTop Conveyors
- Accumulation Conveyors
- Palletizing Equipment
- Metal Detection Systems
Services
- Compressing Pills
- High Speed Bottle Filling
- Blister Packaging
- Offline Inspections
- Sorting and Grouping
- Rejecting and Transferring